



廊坊大型C型提升机厂
1、皮带打滑设备的输送带在初次安装使用时,必须适当拉紧,防止打滑。必须再次调整皮带的松紧度。否则,皮带打滑会产生热量并产生火花或火花。2、皮带跑偏;斗式提升机皮带偏差是常见的现象,主要是由于路径误差,但也可能是设备安装误差,换句话说,它已经安装断开或单面安装。廊坊C型提升机事实上,皮带的定位是非常简单的,设备的固有缺陷在彻底改进之前会产生无穷无尽的问题。大型C型提升机厂皮带继续运行不采取任何措施,它会造成摩擦,然后过热和火花。3、轴承失效;设备内部,轴承是其危险的环境中运行,在连续作业,与环境中一定量的粉尘,在许多情况下,在高温下使用,这些条件对于轴承的寿命是很不利的,如果你继续使用的轴承失效会导致过热。
1、定期(一周一次)对摩擦轮绳槽直径、自动平衡悬挂装置油缸伸缩量进行检查,发现斗式提升机自动平衡悬挂装置油缸伸缩量己达到大或小而失去补偿钢丝绳悬挂长度时,若摩擦轮绳槽直径相差不大时,先调绳,无效后再车削绳槽。2、用振波法检测钢丝绳张力时人为误差较大,为了减小人为测量误差,廊坊C型提升机在检测过程中须由同一组检测人完成,中途不应更换其他测量人员。3、结论:对酒钢铁山矿黑沟矿区的JKD 6多绳摩擦式斗式提升机钢丝绳张力不平衡的影响因素进行了分析,大型C型提升机厂并提出了相应的解决办法,研究表明采用基准线绳槽深度测量法和振波法可以对多绳摩擦斗式提升机钢丝绳张力不平衡进行检测和调整是可行的。

1。调整螺母MZ的两侧上,调整分布的水平龚观察配重正方形水平。2。调整上下导套与两侧导柱之间的导向间隙,并将其均匀锁紧。3.观察管子或框架的水平,使其符合要求。松开两边的螺母,并根据两侧螺母的相对运动和两侧上导套的相对运动调整尾轮的水平。廊坊C型提升机在锁定轮的锁定端和配重的相对位置的两侧。5。在运行中,如果有胶带跑偏,需要松开ML两侧观察胶带跑偏的方向,同时向左跑,向左跑,向右跑,向左跑M1,然后向右跑M2,达到理想要求后锁紧两侧螺母。6.整定完成后,斗式提升机的尾轮系应能在摆动杆范围内自由运动,尾轮应灵活转动,不刮。连杆溜槽和导向柱滑动可靠。大型C型提升机厂导套导柱在整个过程中是可靠的。7,定期检查部门润滑装置,油的充分性,如果齿轮和传动齿轮啮合的声音正常,轴承温度不超过65℃。8。斗式提升机尾轮调整范围不符合纠偏要求时,应检查调整头轮的水平安装,使胶带符合纠偏要求。经常检查听筒提升机的操作是否有任何噪音。

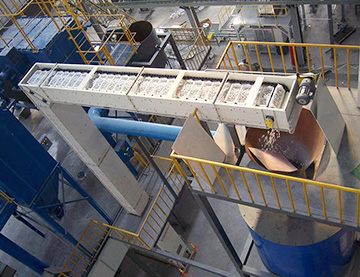
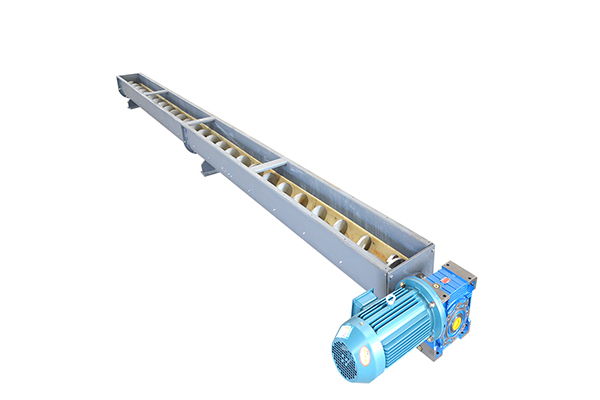
螺旋输送机是在化工、建材、粮食等部门中广泛应用的一种输送设备,主要用于输送粉状、颗粒状和小块状物料。它不适宜输送易变质的、粘性的和易结块的物料。廊坊C型提升机螺旋输送机在长期使用中,或许会出现各种故障。输送时,物料旋转时缠绕,堵塞,如不及时解决,轻者造成输送量减少,耗电量增加,更则严重时可能会造成烧毁电机,影响使用,因此在使用前,应该仔细阅读产品说明,对本产品有大致的了解,出现问题的时候才能很快的找出原因,事半功倍,在使用过程中,应定期进行检查,提前预防。大型C型提升机厂如果在使用螺旋输送机过程中有其他问题,应及时停机,咨询生产厂家,及时解决后再投入生产。

1、斗式提升机机壳安装好后,安装链条及料斗。料斗链接用的U型螺丝,既是链条接头,又是料斗的固定件。U型螺丝的螺母一定要扭紧并可靠防松。2、 高度较高的斗式提升机在其中部机壳和上部机壳的适当位置应与其相临的建筑物(如料仓、车间等)连在一起以增加其稳定性。廊坊C型提升机安装时先安装下部部件,固定地脚螺栓,然后安装中部机壳,后安上部机壳。机壳安装成功,校正垂直度。在全高上下用铅直线测量,误差应小于10mm。上下轴应平行,其轴心线应在同一平面内。高度较低的斗式提升机安装时,可以在地平面把上、中、下机壳全部连接并较正好,然后整体吊直固定在砼基础上。3、 链条及料斗安装好以后,进行适当张紧。4、 给减速机及轴承座分别添加适当数量的机油和黄油。大型C型提升机厂减速机用工业齿轮油润滑。轴承座内用钙基或钠基黄油均可以。
斗式提升机如果有段时期不用,需要拆卸存放起来,那么拆卸的时候我们该注意什么问题呢?斗提机在生产过程中的使用并不是每天都要用到,时常在用过一段时间后,需转换位置或者搬入室内。此时就必要对斗提机设备进行拆卸。廊坊C型提升机如何进行安全有序的拆卸工作,如何保证“装的上拆的下”,不影响设备正常使用。斗式提升机拆卸的时候要该注意的问题就是安全。对斗提机进行拆卸前,负责人需按照安装图制定方案,大型C型提升机厂对斗提机的拆卸、后期安装、顺序以及新位置的摆放等等问题都需要写出书面的章程。操作人员需要按照中的要求,对设备进行有序拆除。在设备周围需设置警示标志,以防物件掉落不慎伤及他人。



